
Bombas lobulares SLA ECO
Bombas lobulares SLA ECO para un gran rendimiento
La gama SLA ha sido desarrollada para aplicaciones generales dentro de las industrias de productos lácteos, bebidas, alimentos, productos químicos y cuidado personal.
Lácteos

Cosmético

Comidas

Farmacéutico

Cervecería

Siropes

Aplicaciones
La gama SLA de bombas lobulares rotativas combina la simplicidad rentable y el fácil mantenimiento con la calidad y confiabilidad TMX.
 La gama SLA ha sido desarrollada para aplicaciones generales dentro de las industrias láctea, de bebidas, alimentaria, química y de cuidado personal.
La gama SLA ha sido desarrollada para aplicaciones generales dentro de las industrias láctea, de bebidas, alimentaria, química y de cuidado personal.
Totalmente limpiable con CIP. Esta bomba también es perfecta para manejar cualquier líquido con baja o alta viscosidad.
Cuando se trata de aplicaciones de filtración y embotellado. Productos que contienen sólidos quebradizos como la cuajada.
Gracias a los lóbulos especialmente diseñados, se puede bombear sin sufrir daños. Fácil inspección o sustitución sin necesidad de desmontar las tuberías.
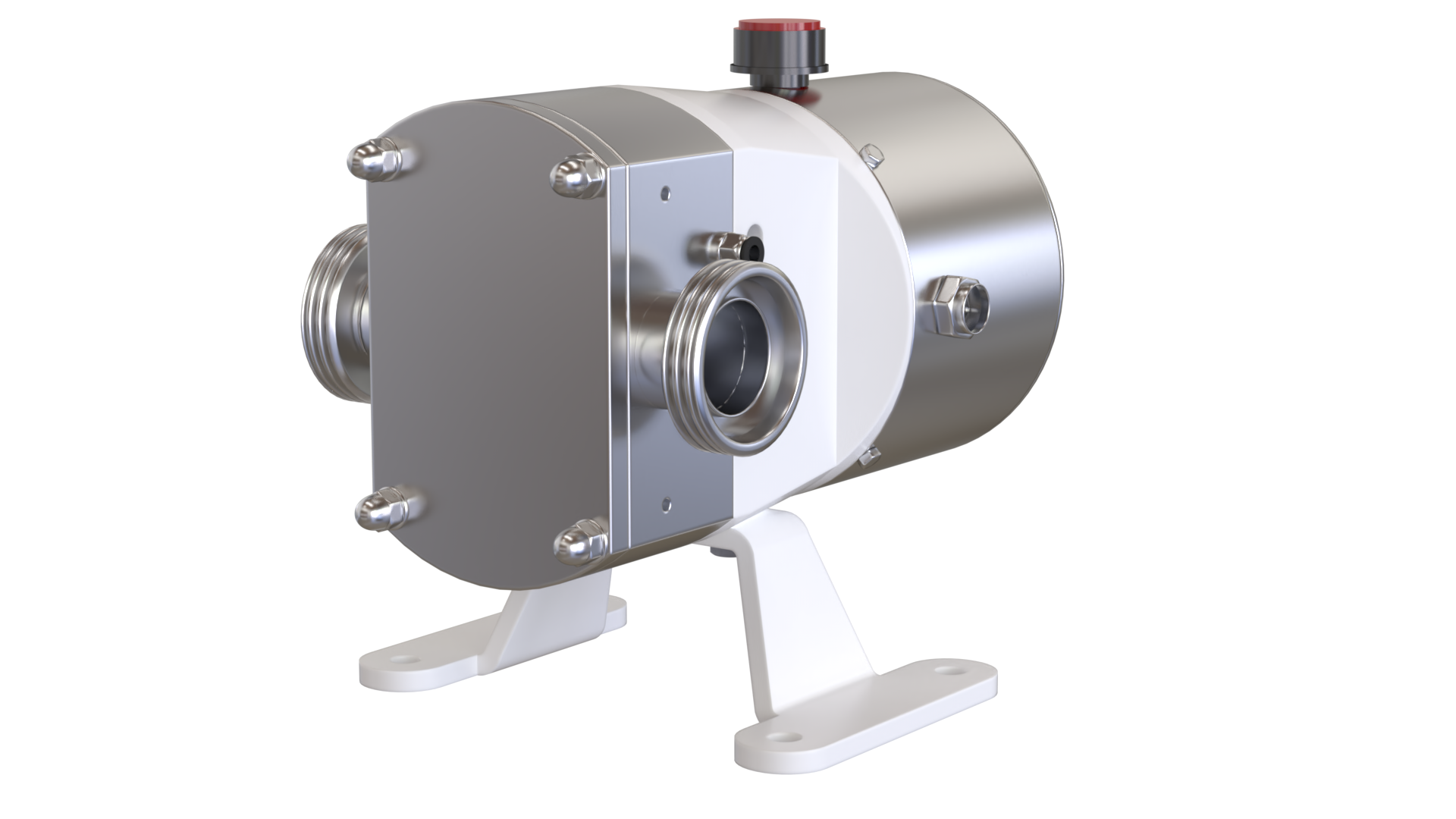
La bomba SLA es una bomba lobular rotativa de eje desnudo. Está hecho de un acero inoxidable.
Cuerpo y tapa de la bomba, y rotores de dos lóbulos con conexión sanitaria.
La bomba lobular SLA está provista de un sello mecánico interno aprobado por EHEDG. El sello es balanceado y tiene un diseño higiénico. Cuando sea necesario, se pueden utilizar otros materiales.
La gama de bombas SLA es compacta, eficiente y capaz de caudales de hasta 122 m3/h y presiones de hasta 12 bar.
Beneficios para el usuario
- Alta eficiencia
- Bajo consumo de energía
- Tamaño compacto
- Flujo suave
- Operación reversible
- Bombeo de bajo cizallamiento
- Agitación mínima de medios bombeados
- Fácil mantenimiento
- Diseño higiénico
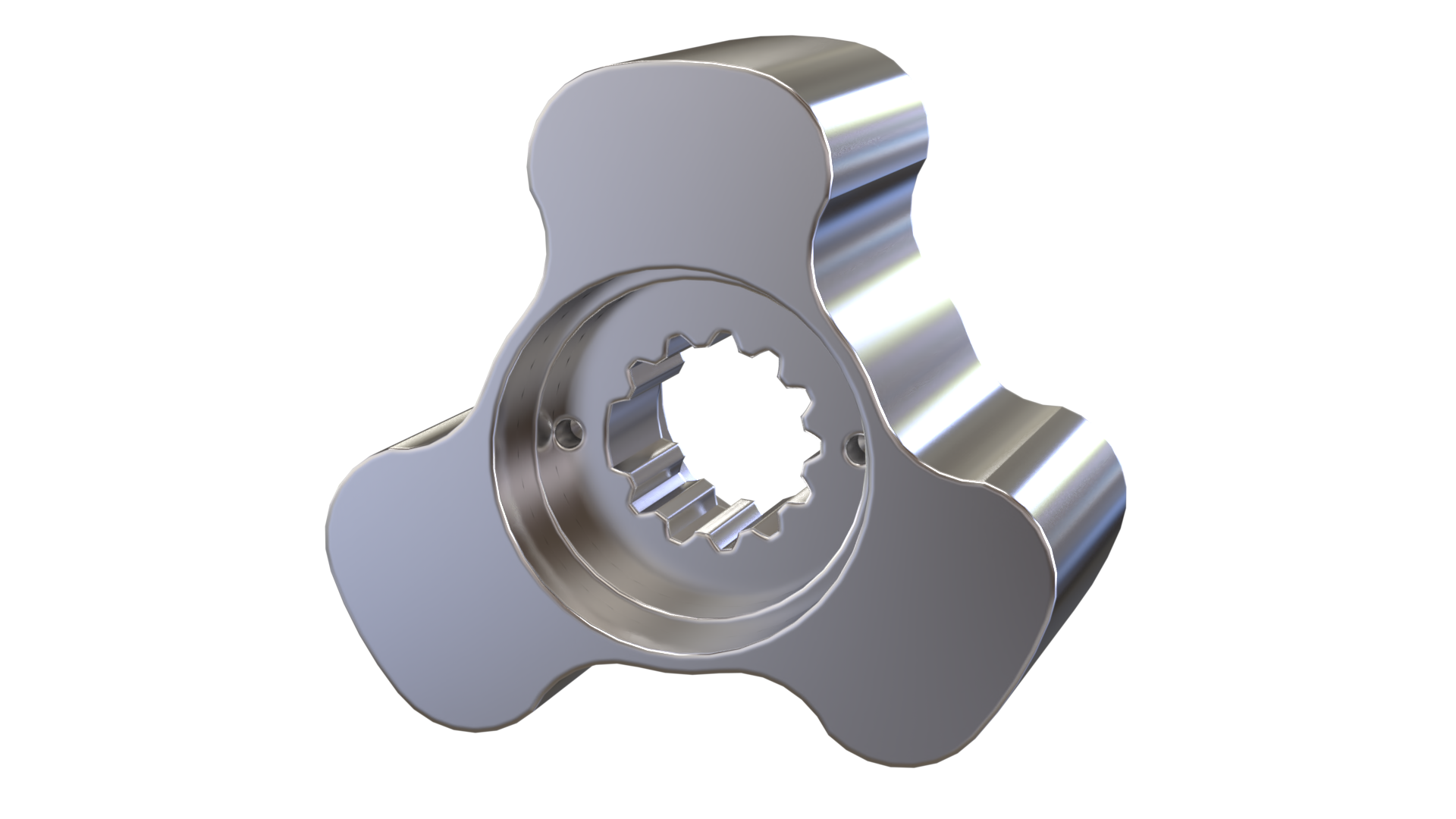
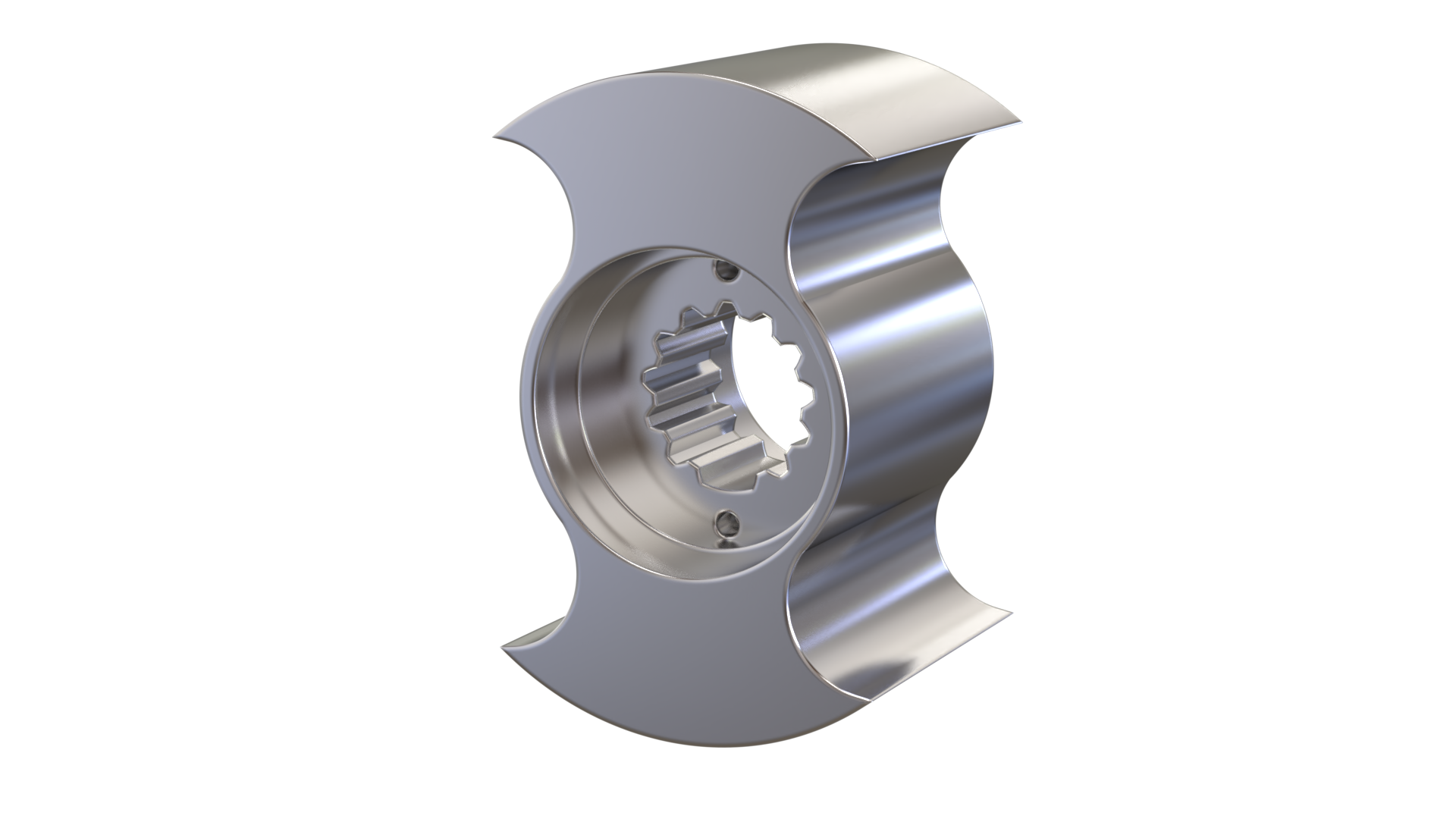
Operación

El desplazamiento positivo de la bomba Serie SLA es proporcionado por rotores de dos o tres lóbulos que giran en sentido contrario y sin contacto dentro de una cámara de bomba de barrido completo.
Materiales
Cuerpo de la cabeza de la bomba:: AISI 316L
Juntas: EPDM or FPM
Caja de cambios: GG25
Ejes: Acero inoxidable dúplex
Sello del eje: Sello mecánico simple, doble
Acabado superficial: Ra<0,8 μm
Conexiones: DIN 11851, SMS, ISO, Abrazadera
Placa Base: Acero Inoxidable
Protección de acoplamiento: Acero Inoxidable
Límites operativos
Caudal máximo: 122 m3/h
Presión diferencial máxima: 12 bar
Presión máxima de trabajo: 12 bar
Rango de temperatura (EPDM): -10 °C a +120 °C
Temperatura CIP, máx. 30 minutos: +140 °C
Velocidad máxima: 950 rpm
Descargas y Documentos
Formularios de consulta de bombas lobulares SLA
INFORMACIÓN DEL CONTACTO
Dudullu OSB. Mah. 2. Cad. No:20 İç Kapı No: 1, 34775 Umraniye – Estambul – Turquía
+90 216 232 22 38
¿Tienes preguntas sobre cómo nuestros productos pueden ayudarte? Envíanos un email y nos pondremos en contacto lo antes posible.
¿Qué es una bomba de lóbulos?
 Las bombas lobulares son dispositivos mecánicos que se utilizan para transportar líquidos y sustancias viscosas de forma precisa y fiable. Estas bombas, en las que dos rotores en forma de engranaje (lóbulos) se mueven uno cerca del otro, son ideales para líquidos viscosos y sensibles al cizallamiento. Las bombas lobulares funcionan a bajas velocidades, conservando la estructura del líquido, asegurando así que el líquido se transporte sin dañar sus propiedades originales.
Las bombas lobulares son dispositivos mecánicos que se utilizan para transportar líquidos y sustancias viscosas de forma precisa y fiable. Estas bombas, en las que dos rotores en forma de engranaje (lóbulos) se mueven uno cerca del otro, son ideales para líquidos viscosos y sensibles al cizallamiento. Las bombas lobulares funcionan a bajas velocidades, conservando la estructura del líquido, asegurando así que el líquido se transporte sin dañar sus propiedades originales.
Aplicaciones industriales
Las bombas lobulares se utilizan ampliamente en una amplia gama de industrias, entre las que se incluyen:
- Industria de productos lácteos y bebidas: Las bombas lobulares se utilizan ampliamente en el transporte de sustancias alimenticias sensibles, como la leche y los productos lácteos. También son las preferidas en el sector de las bebidas para el bombeo seguro de jugos de frutas, refrescos y gaseosas.
- Industria alimentaria: Las bombas lobulares desempeñan un papel importante en el transporte de productos como sustancias alimenticias de alta viscosidad, jarabes, chocolate y miel. Las bombas lobulares garantizan que el producto se transporte sin dañar su sabor, color y textura.
- Industria química: Las bombas lobulares también se utilizan ampliamente en el transporte de sustancias químicas. Son ideales para líquidos químicos que no requieren corte y líquidos difíciles como sustancias ácidas y alcalinas.
- Industria del cuidado personal: Las bombas lobulares protegen la calidad y la eficiencia de productos como champú, jabón, loción y otros cosméticos. El transporte de componentes sensibles y productos viscosos sin sufrir daños es muy importante en el sector del cuidado personal.
Las ventajas de las bombas lobulares
Las ventajas de las bombas lobulares son su fiabilidad, larga vida útil y eficiencia energética. Estas bombas son una excelente opción para satisfacer los requisitos de precisión y eficiencia en los procesos industriales.
